 У нас собственное производство! |
 Производство и офис находятся в двух шагах, что позволяет нам контролировать процесс изготовления от заключения договора до сдачи объекта. |
 Мы — компания полного цикла! Сами можем сделать фундамент, сами ставим ворота, не привлекая наемные монтажные бригады. |
 Каркас сделан из трубы 60Х40 с толщиной стенки от 2 мм до 3 мм толщиной (а не 1.5 мм!) с ребрами жесткости из трубы 40Х20 (а не 20Х20 как у конкурентов). |
 Можем подготовить каркас под ЛЮБУЮ ОБШИВКУ! |
 Ворота сварены НА СТАПЕЛЯХ с использованием ПОЛУАВТОМАТОВ (а не электродов, как у конкурентов). |
 Собственная покрасочная камера (краски TIKURILLA, HAMMERAIT) с обязательной грунтовкой изделий. |
 Покраска в ЛЮБОЙ ЦВЕТ ПО КАТАЛОГУ RAL. |
 Собственные монтажные бригады, работающие с основания компании! |
 Использование комплектующих и автоматики только проверенных производителей. |
 У нас реальная Гарантия — 12 месяцев! Наши ворота работают долго, надежно, бесшумно! |
 50% клиентов — это те, кто пришел к нам по совету друзей и знакомых. |
Master Company изготавливает надежные откатные ворота. Для этого мы используем технологию производства с несколькими особенностями.
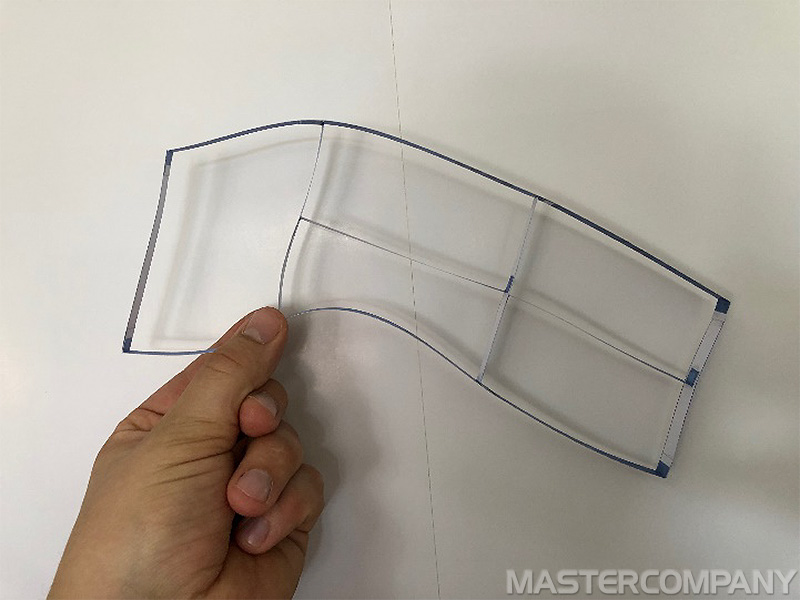
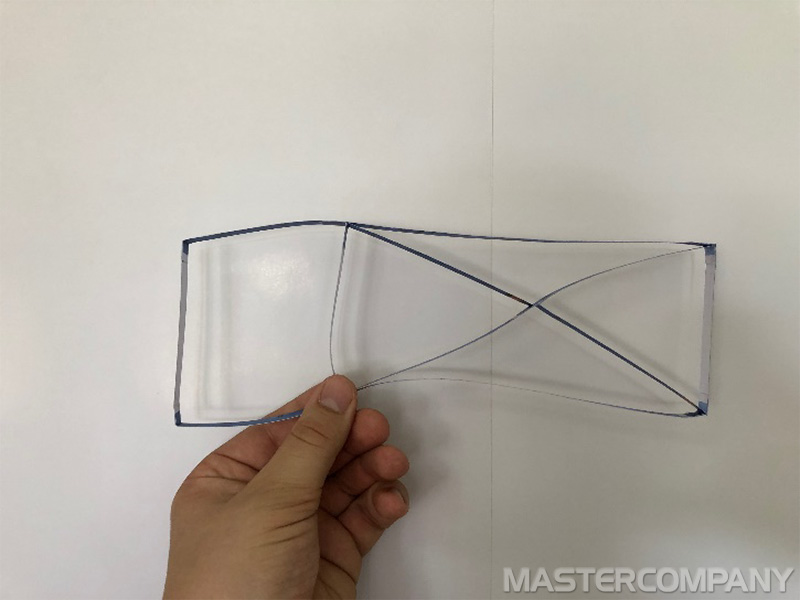
Рама откатных ворот усилена, всегда имеет диагональные связи в качестве ребер жесткости. Это обеспечивает стабильность геометрии и важно даже при небольших размерах полотна.
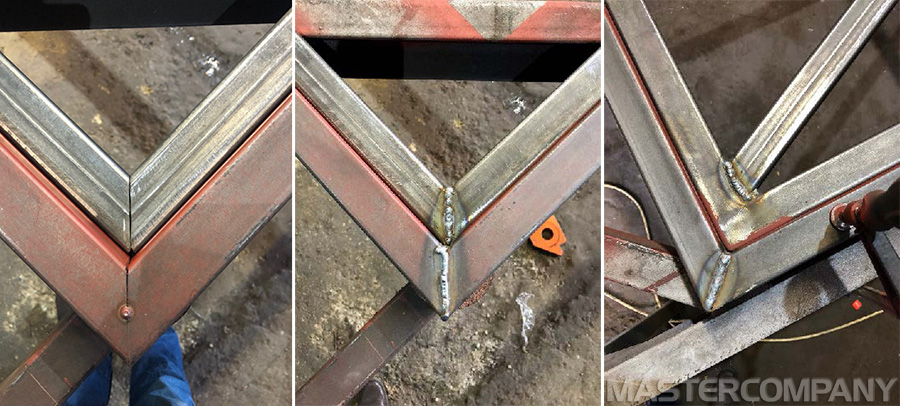
При сборке внешней рамы соединение профилей выполняется не встык, а с предварительной подрезкой под 45°. Соединение проваривается по всему периметру. Это делает стык незаметным, повышает его прочность. Рама становится монолитной, без участков напряжения на углах.
Внутренняя рама изготавливается так, чтобы дополнительно усилить полотно. Для этого стыковочные швы профиля качественно провариваются по всему периметру примыкания, а затем тщательно зачищаются.
Внутренняя рама собирается как отдельная конструкция. Стыки профилей на участках, где возникает напряжение, подрезаются под углом 45° и провариваются по всему периметру примыкания. Внутренняя рама вкладывается во внешний каркас и приваривается. Все примыкающие плоскости предварительно грунтуются антикоррозийной эмалью.
Для защиты металла от коррозии используется покрытие на основе двухкомпонентной краски с содержанием полиуретана Tikkurila Temadur 20. Перед нанесением покрытия металл обезжиривается. Толщина защитного слоя — 100–140 мкм.
На участки прилегания профилей перед сборкой наносится дополнительный антикоррозийный грунт. Дополнительно швы можно обработать полиуретановым составом перед покраской.
На фото — появление ржавчины на стыках профилей, окрашенных без антикоррозийного грунта.
Нанесение грунта делает всю конструкцию однородной по цвету, а в ее швах не накапливается влага.
Выполняем монтаж зубчатой рейки на отдельную планку. Если приваривать крепление зубчатой рейки на консольный рельс, на участках сварки появится коррозия, а прочность геометрия балки нарушится. Из-за этого быстро появится люфт опорно-роликовой системы.
Master Company устанавливает зубчатую рейку на отдельной планке из трубы 40х20х2 мм. Это сохраняет геометрию балки, снижает риск коррозии и упрощает регулировку хода полотна откатных ворот.